随着工业自动化和智能制造的不断发展,机器视觉技术已广泛应用于生产线质量检测、机器人引导等多个领域。
机器视觉系统通过摄像头和图像处理技术,模拟人眼的视觉能力,自动对目标进行识别和判断。
然而,这一切的基础,都离不开光学原理的支持。
光线如何传递、物体如何反射光线、镜头如何聚焦,以及图像如何被处理,这些光学技术在机器视觉系统中起着至关重要的作用。
机器视觉系统的构成与工作原理
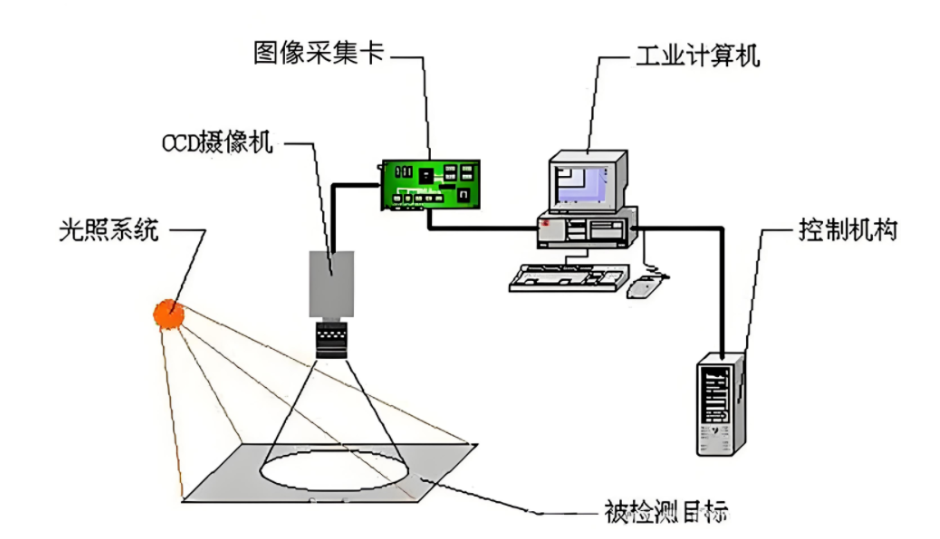
机器视觉系统,简言之,就是让机器“看见”和“理解”图像。
其核心工作流程是通过摄像头(常见的有CCD和CMOS两种类型)捕捉目标图像,将其转化为数字信号,之后通过图像处理单元进行运算,提取目标特征,最终输出检测结果。
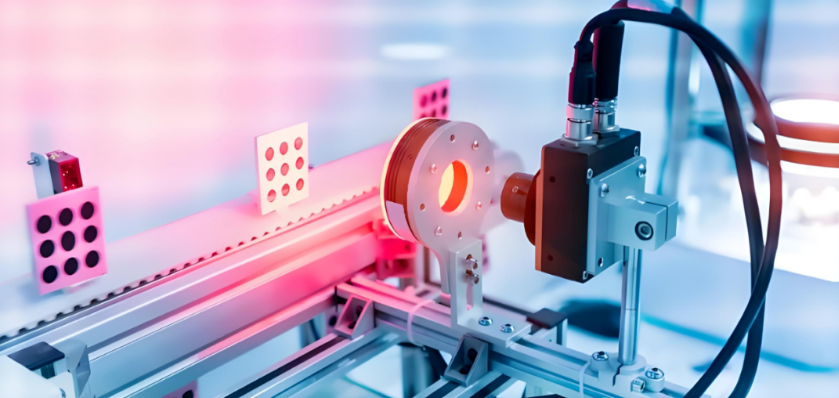
1. 光源与照明设计
光源是影响机器视觉系统成像质量的关键因素。
不同的光源类型、照明方式和配置,直接关系到图像的清晰度与对比度。
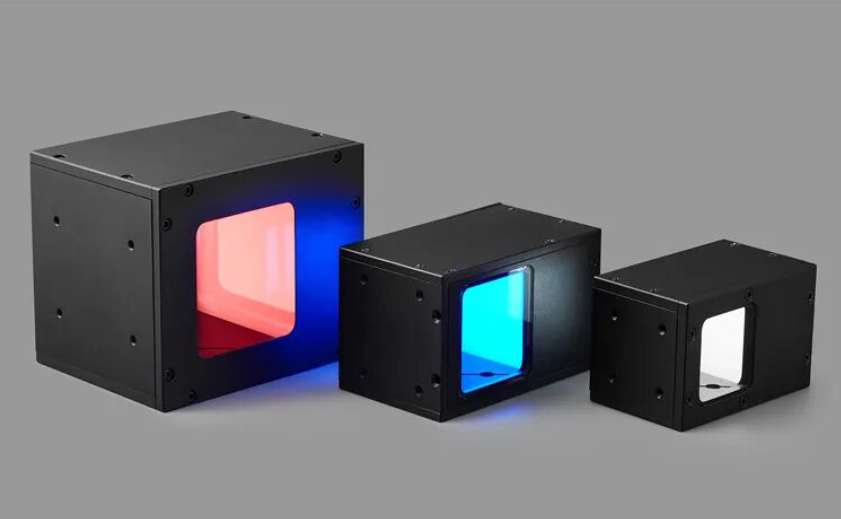
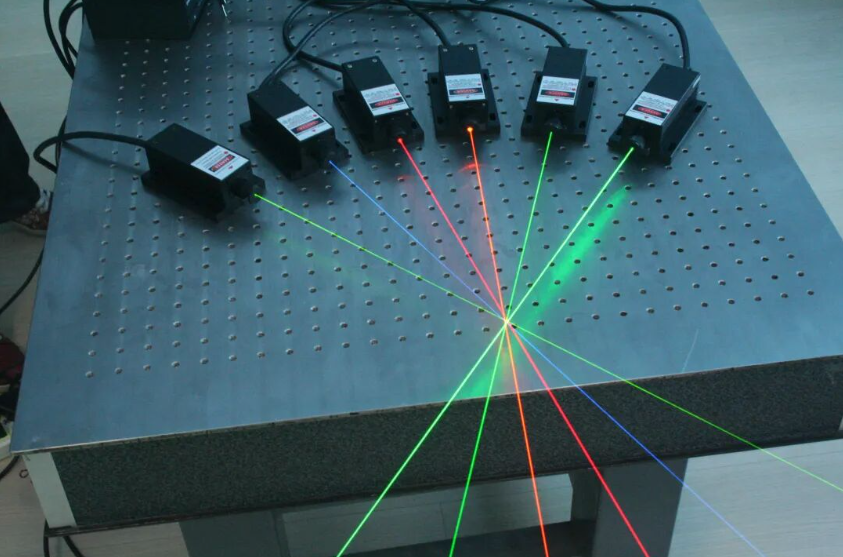
在机器视觉应用中,常见的光源种类包括可见光源(如白光LED、日光灯等)和不可见光源(如红外线或激光光源)。
●白光LED:光线均匀,广泛用于多种视觉应用。
●激光光源:光束集中,可用于高精度的测量和表面缺陷检测。
●红外光源:适用于夜间或低光环境中的图像采集,尤其在检测温度差异时具有优势。
照明方式也有很多种,根据照明的角度和方式,可以选择前向照明、背向照明、结构光照明等。
例如,背向照明能帮助突出物体的轮廓,增加图像的对比度;结构光照明则通过投射光栅或线光源,获取物体的三维信息。
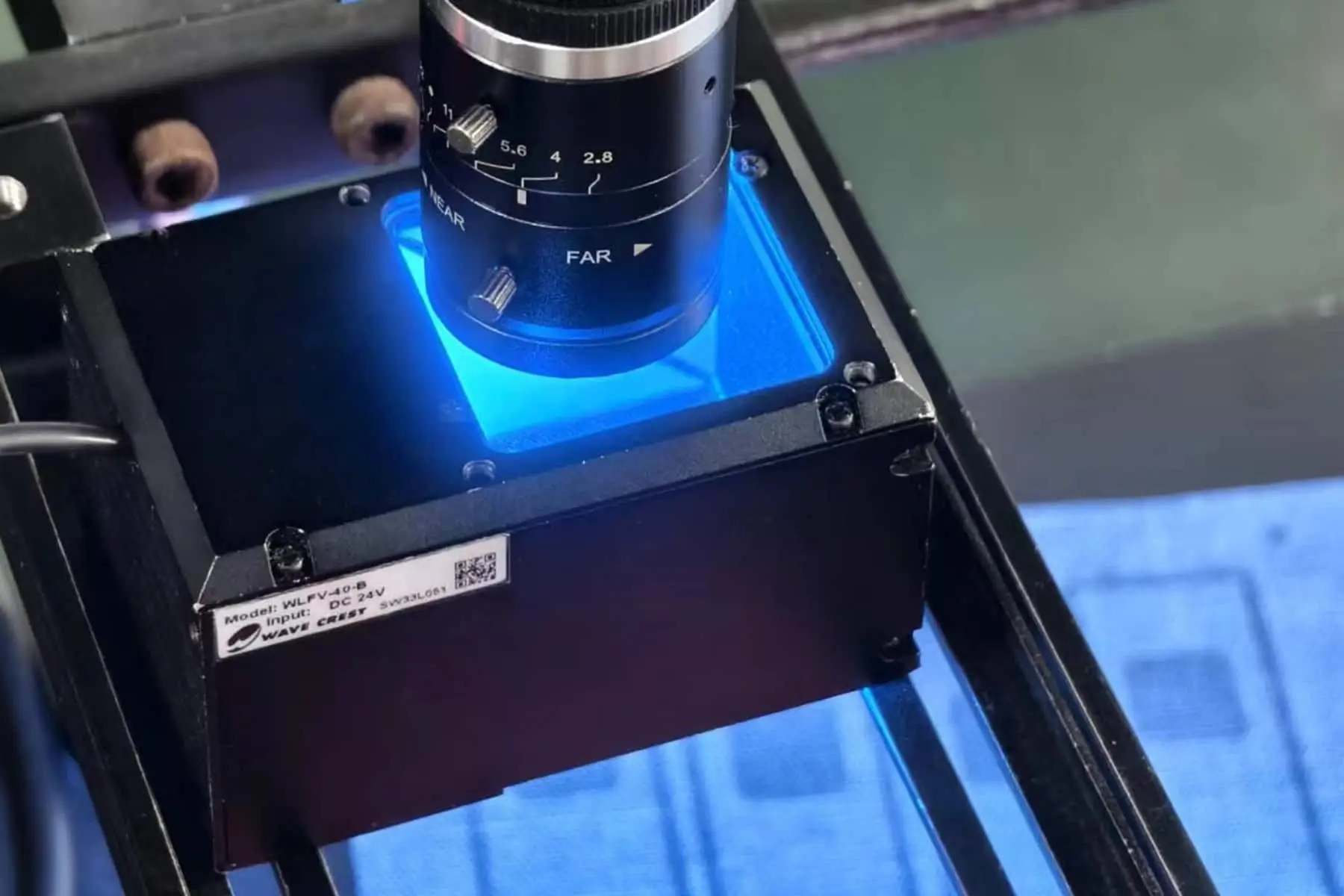
2. 镜头:成像的关键
镜头作为机器视觉系统的核心组件,决定了图像的分辨率、清晰度以及视野范围。
机器视觉镜头的选择要考虑多个因素:
●焦距:影响视场范围与物体的放大倍数。
●视场角(FOV):决定了镜头能“看到”的区域,影响图像采集的广度。
●畸变:镜头畸变会影响图像的精度,特别是在高精度应用中,避免畸变至关重要。

一个典型的公式是:
FOV=所需分辨率×亚像素×相机尺寸PRTM(零件测量公差比)text{FOV} = frac{text{所需分辨率} times text{亚像素} times text{相机尺寸}}{text{PRTM(零件测量公差比)}}FOV=PRTM(零件测量公差比)所需分辨率×亚像素×相机尺寸
这个公式帮助设计师根据具体的应用需求选择合适的镜头。
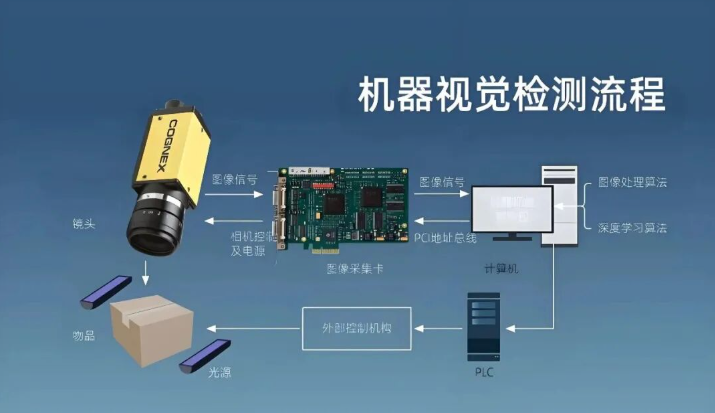
3. 相机与图像采集
在机器视觉中,图像采集设备有两种主要类型:CCD相机和CMOS相机。
其中,CCD相机在图像质量上表现优异,适用于需要精细图像的场景,而CMOS相机因其低功耗和高集成度,广泛应用于现代工业检测中。
图像采集卡负责将图像信号从摄像机传输到计算机或处理单元,并且根据不同的接口标准(模拟信号或数字信号)进行处理。
这一环节对图像的实时性和处理能力至关重要。
4. 图像处理与分析
光学成像技术只是机器视觉系统的基础,后续的图像处理技术同样至关重要。
图像处理单元会根据图像的像素分布、亮度、颜色等信息,通过算法抽取目标特征,例如尺寸、形状、位置等。
常见的处理算法有边缘检测、形态学分析等,能够帮助系统识别和判断物体的各种特征。
例如,在生产线上的质量控制中,机器视觉系统通过图像处理可以自动检测出零部件的尺寸是否符合标准,表面是否有缺陷,并迅速作出判断,极大提高了生产效率。
光学原理在机器视觉中的应用
机器视觉中,光学原理在成像、照明、图像采集和处理等多个方面发挥着重要作用。
1. 光线传播与反射:图像质量的基础
光线从光源发出,经过物体表面反射或折射,最终被镜头捕捉并传输到图像传感器。
物体的表面特性(如光滑度、纹理、颜色等)和光源的种类决定了反射光的强度、方向以及最终图像的清晰度。
不同材质的物体会对光线产生不同的反射效果,因此,选择适合的照明方式和镜头至关重要。
2. 光源调节与图像增强
根据应用需求,光源的调节和照明方式的选择尤为重要。
例如,在进行表面缺陷检测时,选择侧光照明可以帮助突出物体表面的微小瑕疵;而在进行深度测量时,使用激光光源或结构光则能够精确获取物体的三维信息。
3. 结构光与深度感知:获取三维信息
结构光照明通过投射光栅或条纹光源到物体表面,根据光栅变形的程度,系统可以精确计算出物体的三维形态。
这种技术广泛应用于三维测量和深度感知中,能够帮助系统进行复杂的空间定位和精确测量。
机器视觉的典型应用
机器视觉的应用领域十分广泛,以下是几个典型应用场景:
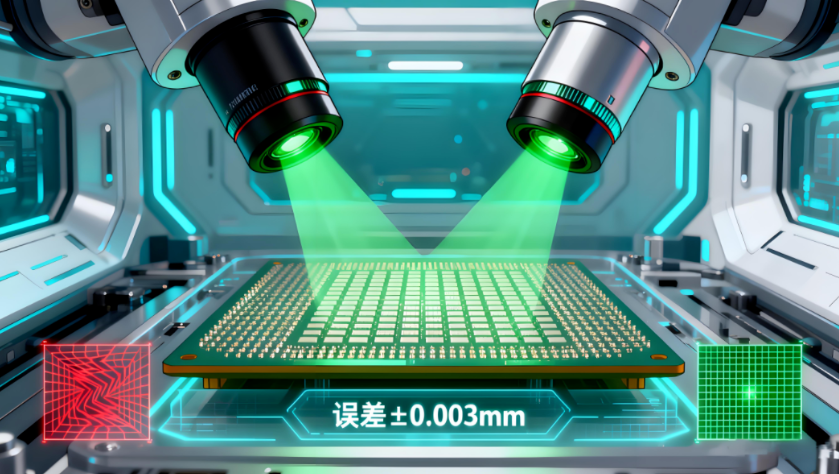
1. 表面缺陷检测
光学技术在表面缺陷检测中应用非常广泛。
通过精心设计的照明方式,如背光或侧光照明,可以揭示物体表面的细微瑕疵。
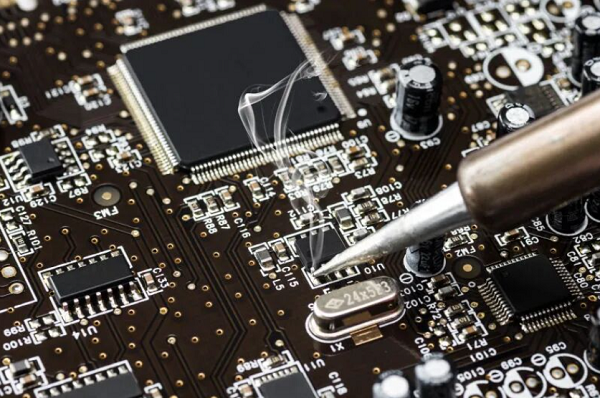
无论是机械零部件的划痕、裂纹,还是电路板的焊点问题,机器视觉都能通过图像处理算法进行自动检测,帮助提高产品质量。
2. 机器人视觉
机器人视觉系统利用机器视觉技术,在复杂环境下进行目标识别和操作。
比如,在料斗拣选中,机器人能够自动识别和抓取不同形状、不同尺寸的物体,并精确放置到指定位置。
光学原理在这里帮助机器人识别目标,进行空间定位和路径规划。
3. 自动化检测与质量控制
在汽车、电子产品等大规模制造中,机器视觉被广泛应用于自动化检测。
通过高分辨率相机和精确的图像处理,系统可以对产品的尺寸、外观进行实时检测。
例如,汽车车身检测系统使用激光和CCD相机组合,对车身的外形尺寸进行精确测量,确保每一辆车的外观符合标准。
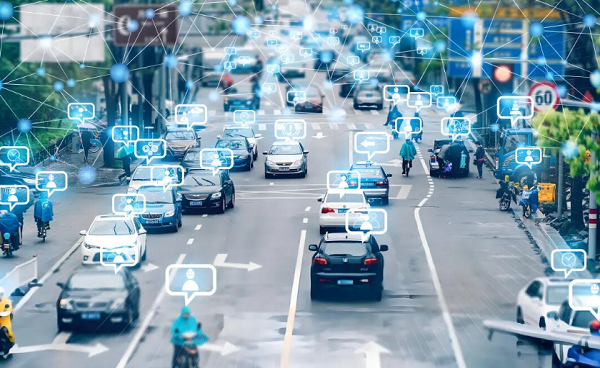
4. 智能交通系统
机器视觉技术也被应用于智能交通管理中,如车牌识别系统。
通过安装在路面的摄像头,系统能够实时捕捉过往车辆的图像,提取车牌信息,进行违章检测,帮助提升交通管理效率。
机器视觉系统的光学原理是其核心技术之一,从光源、镜头到图像处理,每个环节都在决定着系统的精度和效率。
随着技术的进步,机器视觉将在越来越多的行业中发挥作用,提升自动化水平,降低人工成本,并帮助企业实现更高效的生产和质量控制。